ปัญหาที่พบเจอในงานเชื่อม และแนวทางการแก้ไข

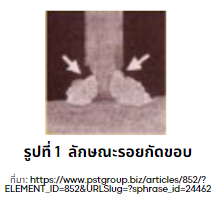
- สาเหตุ
- กระแสไฟเชื่อมสูงเกินไป
- ความเร็วในการเดินลวดเชื่อมสูงเกินไป
- ระยะอาร์คสูงเกินไป
- เอียงลวดเชื่อมมากเกินไป
- การป้องกัน
- ใช้กระแสไฟเชื่อมในช่วงที่เหมาะสม
- ใช้ความเร็วในการเดินลวดเชื่อมที่เหมาะสม
- รักษาระยะอาร์คให้เหมาะสม (เท่ากับเส้นผ่านศูนย์กลางของลวดเชื่อม)
- เอียงลวดเชื่อมในองศาที่ถูกต้อง

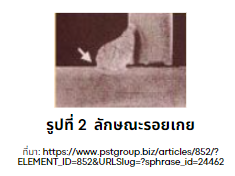
- สาเหตุ
- กระแสไฟเชื่อมต่ำเกินไป
- ความเร็วในการเดินลวดเชื่อมต่ำเกินไป
- ระยะอาร์คสั้นเกินไป
- เอียงลวดเชื่อมไม่ได้องศา
- การป้องกัน
- ใช้กระแสไฟเชื่อมในช่วงที่เหมาะสม
- ใช้ความเร็วในการเดินลวดเชื่อมที่เหมาะสม
- รักษาระยะอาร์คให้เหมาะสม
- เอียงลวดเชื่อมในองศาที่ถูกต้อง

- สาเหตุ
- ชิ้นงานเชื่อมไม่สะอาด
- ลวดเชื่อมมีความชื้น
- กระแสไฟเชื่อมสูงเกินไป
- ส่ายลวดเชื่อมมากเกินไป
- การป้องกัน
- ทำความสะอาดชิ้นงานก่อนเชื่อม
- อบลวดเชื่อมเพื่อไล่ความชิ้นก่อนใช้งาน
- ใช้กระแสไฟเชื่อมในช่วงที่เหมาะสม
- ระยะการส่ายลวดเชื่อมต้องไม่เกิน 3 เท่าของเส้นผ่านศูนย์กลางของลวดเชื่อม

- สาเหตุ
- ขนาดของลวดเชื่อมใหญ่เกินไป ไม่เหมาะสมกับร่องแนวเชื่อม
- ไม่ทำกำจัดสแล็คก่อนการเชื่อมทับแนวเชื่อม
- ร่องแนวเชื่อมมีขนาดเล็กเกินไป
- กระแสไฟเชื่อมต่ำเกินไป
- ความเร็วในการเดินลวดเชื่อมสูงเกินไป
- การป้องกัน
- เลือกใช้ขนาดของลวดเชื่อมให้เหมาะสมกับขนาดร่องของแนวเชื่อม และความหนาของชิ้นงาน
- กำจัดสแล็ค และทำความสะอาดก่อนการเชื่อมทับแนวเชื่อม
- เตรียมขนาดร่องให้เหมาะสมกับการเชื่อม
- ใช้กระแสไฟเชื่อมในช่วงที่เหมาะสม
- เดินลวดเชื่อมด้วยความเร็วที่เมาะสม

- สาเหตุ
- ใช้กระแสไฟเชื่อมสูง หรือต่ำเกินไป
- ความเร็วในการเดินแนวเชื่อมไม่เหมาะสม
- ความชิ้นของลวดเชื่อม
- ระยะอาร์คสูงเกินไป
- ชิ้นงานมีความร้อนมากเกินไป
- การป้องกัน
- ใช้กระแสไฟเชื่อมให้เหมาะสม
- ความเร็ว และความกว้างในการส่ายลวดเชื่อมต้องสัมพันธ์กัน
- อบลวดเชื่อมเพื่อไล่ความชิ้นก่อนใช้งาน
- รักษาระยะอาร์คให้เหมาะสม
- หลีกเลี่ยงการเชื่อมด้วยระยะเวลานานต่อเนื่องกัน

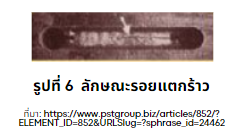
- สาเหตุ
- มีการสะสมของไฮโดรเจนในแนวเชื่อม
- แนวเชื่อมมีความเปราะ
- ชิ้นงานสกปรก
- ความชิ้นของลวดเชื่อม
- การป้องกัน
- ใช้ลวดเชื่อมที่มีไฮโดรเจนต่ำ
- ทำการอุ่นชิ้นงานก่อนทำการเชื่อม
- ทำความสะอาดชิ้นงานก่อนเชื่อม
- อบลวดเชื่อมเพื่อไล่ความชิ้นก่อนใช้งาน